Product Description
Custom Stainless steel deep drawing metal stamping deep drawn
HangZhou HangZhou Metal Products Co., Ltd. is a full-service stainless steel fabrication manufacturer recognized world-wide as a leading manufacturer of deep drawn stamping, progressive dies manufacturing, and all kinds of deep drawn sheet metal stampings.
We provide complex deep drawn metal stampings up to 23″ in depth of draw. We specialize in manufacturing complicated products, and will produce your small, medium, or large deep drawn stamping with the highest levels of precision and quality.
Established in year 2571 with new generation, born with advanced equipment in custom stainless steel deep drawn stamping industry. Our deep expertise in manufacturing deep drawn die components, along with our innovative tool design and manufacturing, ensures economic and sustainable stainless steel products. Serving a variety of industries for example:
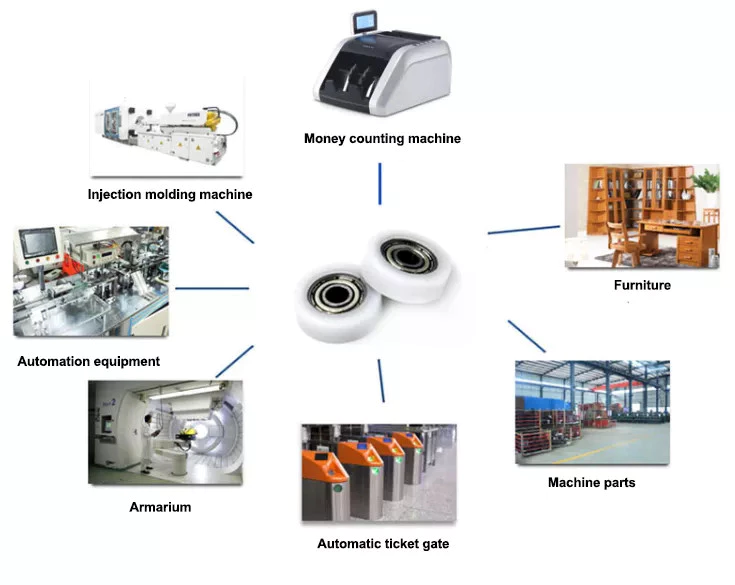
- Automotive
- Consumer
- Industrial
- Medical
Deep drawn metal stamping material, mainly stainless steel material refers to:
- AISI Stainless steel 430
- AISI Stainless steel 201
- AISI Stainless steel 304
- AISI Stainless steel 316
- AISI Stainless steel 316L
Our capabilities:
The biggest depth can be drawn to 600mm (23.62 inches), the biggest stainless steel sheet thickness can be 3mm.
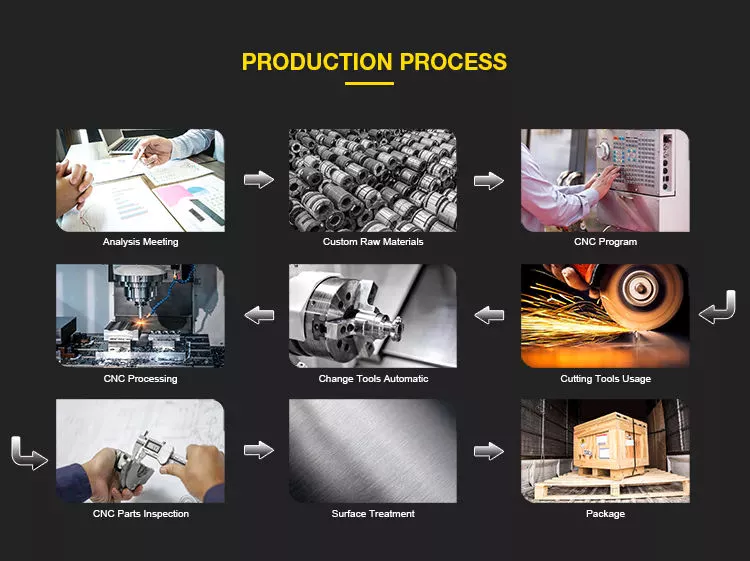
The Deep Drawn Stamping Process, although it can be modified to manufacture particular parts, our deep drawn stamping process typically follows the same 5 steps:
1. Design Review: Our engineers review the part design in detail to ensure it is appropriate for deep drawn stamping. This includes in-depth analysis of component dimensions, materials, draw ratio, and required tolerances.
2. Press Selection: Our engineers determine which machine size and caliber will be best suited for the part dimensions and material.
3. 3D Virtual Prototyping: A prototype of the part is created using virtual software. The prototype is run through numerous operational simulations to catch any design problems before the production process begins.
4. Equipment Setup: Our skilled engineers review the component dimensions and requirements and set up the die and punch.
5. Deep Draw Process: The sheet metal, or metal blank, is placed on the die and secured. The press is then activated to force the punch against the die with up to 400 tons of force. The process is repeated until the component achieves the desired size and shape.
We warmly welcome you to visit our factory, if you have any urgent orders, you may also e-mail us for inquiry, we will get back to you the best price in a quick time. Thank you very much.
J N G J I A N G
FAQ
-Never Rust, Cast With Heart-
Q1: Does your factory manufacture customized products?
A: Absolutely yes, we are a stainless steel fabrication manufacturer to make customized products according to your drawings or samples.
Q2: What about order delivery time?
A: It normally will take 15 days for samples( this time will be shortened if stock is available) and 6~7 weeks for mass production, you will see it in the formal quotation sheet during your RFQ.
Q3: Do you have a minimum order quantity limit?
A: Although we are a manufacturer, the minimum order quantity, for example 1pc sample is available for inspection.
Q4: Which kind of stainless steel material do you usually refer to?
A: We usually use AISI stainless steel 430 grade, AISI stainless steel 201 grade, AISI stainless steel 202 grade, AISI stainless steel 304 grade, AISI stainless steel 316 grade, AISI stainless steel 316L grade etc.
Q5:How to buy stainless steel products?
A: Procedures will be like this, firstly, you may share with us your request or application in details. Secondly. We offer you the best quotation according to your request. We may provide you with samples for inspection if you agree with us on prices. Mass production can be applied if customers approve samples and deposit is made accordingly.
Q6: Can my logo be printed on stainless steel products?
A: Yes. Logo printing can be made for mass production order. Please inform us before our production and confirm the design according to our samples.
Q7: Does the product have a warranty?
A: Yes, we offer a 2-5 year warranty according to different products.
Q8: How to deal with any defects?
A: First of all, our products are produced under strict quality control system, and unqualified rate will not exceed 0.2%. Second, in case any defects products happen, we definitely will repair and resend them to you, or both of us will discuss the best solutions to reduce lost in minimum according to actual situation. Thank you very much.
How to Calculate the Diameter of a Worm Gear

In this article, we will discuss the characteristics of the Duplex, Single-throated, and Undercut worm gears and the analysis of worm shaft deflection. Besides that, we will explore how the diameter of a worm gear is calculated. If you have any doubt about the function of a worm gear, you can refer to the table below. Also, keep in mind that a worm gear has several important parameters which determine its working.
Duplex worm gear
A duplex worm gear set is distinguished by its ability to maintain precise angles and high gear ratios. The backlash of the gearing can be readjusted several times. The axial position of the worm shaft can be determined by adjusting screws on the housing cover. This feature allows for low backlash engagement of the worm tooth pitch with the worm gear. This feature is especially beneficial when backlash is a critical factor when selecting gears.
The standard worm gear shaft requires less lubrication than its dual counterpart. Worm gears are difficult to lubricate because they are sliding rather than rotating. They also have fewer moving parts and fewer points of failure. The disadvantage of a worm gear is that you cannot reverse the direction of power due to friction between the worm and the wheel. Because of this, they are best used in machines that operate at low speeds.
Worm wheels have teeth that form a helix. This helix produces axial thrust forces, depending on the hand of the helix and the direction of rotation. To handle these forces, the worms should be mounted securely using dowel pins, step shafts, and dowel pins. To prevent the worm from shifting, the worm wheel axis must be aligned with the center of the worm wheel’s face width.
The backlash of the CZPT duplex worm gear is adjustable. By shifting the worm axially, the section of the worm with the desired tooth thickness is in contact with the wheel. As a result, the backlash is adjustable. Worm gears are an excellent choice for rotary tables, high-precision reversing applications, and ultra-low-backlash gearboxes. Axial shift backlash is a major advantage of duplex worm gears, and this feature translates into a simple and fast assembly process.
When choosing a gear set, the size and lubrication process will be crucial. If you’re not careful, you might end up with a damaged gear or 1 with improper backlash. Luckily, there are some simple ways to maintain the proper tooth contact and backlash of your worm gears, ensuring long-term reliability and performance. As with any gear set, proper lubrication will ensure your worm gears last for years to come.
Single-throated worm gear
Worm gears mesh by sliding and rolling motions, but sliding contact dominates at high reduction ratios. Worm gears’ efficiency is limited by the friction and heat generated during sliding, so lubrication is necessary to maintain optimal efficiency. The worm and gear are usually made of dissimilar metals, such as phosphor-bronze or hardened steel. MC nylon, a synthetic engineering plastic, is often used for the shaft.
Worm gears are highly efficient in transmission of power and are adaptable to various types of machinery and devices. Their low output speed and high torque make them a popular choice for power transmission. A single-throated worm gear is easy to assemble and lock. A double-throated worm gear requires 2 shafts, 1 for each worm gear. Both styles are efficient in high-torque applications.
Worm gears are widely used in power transmission applications because of their low speed and compact design. A numerical model was developed to calculate the quasi-static load sharing between gears and mating surfaces. The influence coefficient method allows fast computing of the deformation of the gear surface and local contact of the mating surfaces. The resultant analysis shows that a single-throated worm gear can reduce the amount of energy required to drive an electric motor.
In addition to the wear caused by friction, a worm wheel can experience additional wear. Because the worm wheel is softer than the worm, most of the wear occurs on the wheel. In fact, the number of teeth on a worm wheel should not match its thread count. A single-throated worm gear shaft can increase the efficiency of a machine by as much as 35%. In addition, it can lower the cost of running.
A worm gear is used when the diametrical pitch of the worm wheel and worm gear are the same. If the diametrical pitch of both gears is the same, the 2 worms will mesh properly. In addition, the worm wheel and worm will be attached to each other with a set screw. This screw is inserted into the hub and then secured with a locknut.
Undercut worm gear
Undercut worm gears have a cylindrical shaft, and their teeth are shaped in an evolution-like pattern. Worms are made of a hardened cemented metal, 16MnCr5. The number of gear teeth is determined by the pressure angle at the zero gearing correction. The teeth are convex in normal and centre-line sections. The diameter of the worm is determined by the worm’s tangential profile, d1. Undercut worm gears are used when the number of teeth in the cylinder is large, and when the shaft is rigid enough to resist excessive load.
The center-line distance of the worm gears is the distance from the worm centre to the outer diameter. This distance affects the worm’s deflection and its safety. Enter a specific value for the bearing distance. Then, the software proposes a range of suitable solutions based on the number of teeth and the module. The table of solutions contains various options, and the selected variant is transferred to the main calculation.
A pressure-angle-angle-compensated worm can be manufactured using single-pointed lathe tools or end mills. The worm’s diameter and depth are influenced by the cutter used. In addition, the diameter of the grinding wheel determines the profile of the worm. If the worm is cut too deep, it will result in undercutting. Despite the undercutting risk, the design of worm gearing is flexible and allows considerable freedom.
The reduction ratio of a worm gear is massive. With only a little effort, the worm gear can significantly reduce speed and torque. In contrast, conventional gear sets need to make multiple reductions to get the same reduction level. Worm gears also have several disadvantages. Worm gears can’t reverse the direction of power because the friction between the worm and the wheel makes this impossible. The worm gear can’t reverse the direction of power, but the worm moves from 1 direction to another.
The process of undercutting is closely related to the profile of the worm. The worm’s profile will vary depending on the worm diameter, lead angle, and grinding wheel diameter. The worm’s profile will change if the generating process has removed material from the tooth base. A small undercut reduces tooth strength and reduces contact. For smaller gears, a minimum of 14-1/2degPA gears should be used.
Analysis of worm shaft deflection
To analyze the worm shaft deflection, we first derived its maximum deflection value. The deflection is calculated using the Euler-Bernoulli method and Timoshenko shear deformation. Then, we calculated the moment of inertia and the area of the transverse section using CAD software. In our analysis, we used the results of the test to compare the resulting parameters with the theoretical ones.
We can use the resulting centre-line distance and worm gear tooth profiles to calculate the required worm deflection. Using these values, we can use the worm gear deflection analysis to ensure the correct bearing size and worm gear teeth. Once we have these values, we can transfer them to the main calculation. Then, we can calculate the worm deflection and its safety. Then, we enter the values into the appropriate tables, and the resulting solutions are automatically transferred into the main calculation. However, we have to keep in mind that the deflection value will not be considered safe if it is larger than the worm gear’s outer diameter.
We use a four-stage process for investigating worm shaft deflection. We first apply the finite element method to compute the deflection and compare the simulation results with the experimentally tested worm shafts. Finally, we perform parameter studies with 15 worm gear toothings without considering the shaft geometry. This step is the first of 4 stages of the investigation. Once we have calculated the deflection, we can use the simulation results to determine the parameters needed to optimize the design.
Using a calculation system to calculate worm shaft deflection, we can determine the efficiency of worm gears. There are several parameters to optimize gearing efficiency, including material and geometry, and lubricant. In addition, we can reduce the bearing losses, which are caused by bearing failures. We can also identify the supporting method for the worm shafts in the options menu. The theoretical section provides further information.